- Produse
- Cântare
- Service și asistență
- Soluţie
- Despre noi
- Știri
- Contactaţi-ne
Vizualizări:69 Autor:Transductechniques. Timpul publicarii: 2017-09-14 Origine:transducertechniques.










Proiectare
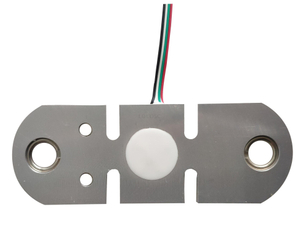
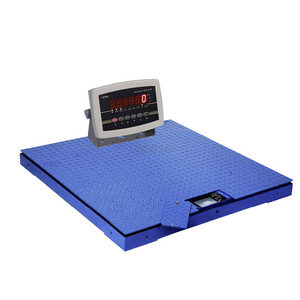
În funcție de aplicație, se decide tipul (fascicul de îndoire, coloana, fasciculul de forfecare etc.). Intervalul de încărcare și ieșirea sunt factori importanți de luat în considerare în timp ce se decide materialul care va fi utilizat. În timp ce aluminiul este utilizat pentru intervale de sarcină mai mici, oțelul este preferat pentru sarcini mai mari. Pentru aplicații la scară de cântărire sunt utilizate celule de încărcare a fasciculului de îndoire. Celulele de încărcare la tracțiune sunt utilizate în mașini de ambalare automate pentru a măsura forțele de tracțiune. Celulele de încărcare a coloanelor de înaltă capacitate sau a fasciculului de forfecare sunt utilizate pentru poduri de cântărire/cântare de camioane.
Un software de proiectare a celulelor de încărcare reduce munca într -o mare măsură. Majoritatea software -ului oferă dimensiuni pentru cea mai critică parte a celulei de încărcare. Pentru celulele de încărcare a fasciculului de forfecare, grosimea web este cea mai critică. Pentru celulele de încărcare a coloanei Lățimea și lățimea coloanei este importantă. Iar pentru celulele de încărcare a fasciculului binocular, grosimea celei mai subțiri a profilului și distanța dintre găuri sunt importante.
Achizitii materiale
Achiziționarea materialelor implică achiziționarea de metal (oțel sau aluminiu), manometre de tulpini (clasa de traductor), adeziv de legătură, terminale, PCB -uri, cabluri, burduf, elemente de fixare și plăci de nume.
Calibrele de tulpini sunt selectate pe baza aplicației; liniar sau forfecare. Calibrele de tulpini sunt disponibile în diferite dimensiuni, cum ar fi 3mm, 6mm, etc. Calibrele de tulpini pot fi achiziționate de la oricare dintre producătorii de renume, cum ar fi HBM, micro-măsuri (MM), shinkoh, BLH, etc. sunt de asemenea achiziționate fire pentru cabluri interne, glande de cablu etc. Cablul multi-core acoperit cu teflon (4 miez sau 6 miez) cu cod de culoare drept (roșu, negru, alb, verde, galben și albastru) este procurat de la furnizorul drept. Cablul trebuie testat pentru continuitate și, de asemenea, calitatea șuvițelor în nuclee, șuvițele trebuie acoperite cu argint și flexibile.
Este selectată aliaj cu secțiune transversală dreaptă (circulară sau pătrată sau dreptunghiulară), astfel încât risipa de material să fie cel puțin. Majoritatea producătorilor preferă să utilizeze secțiuni circulare ale EN24 pentru celulele de încărcare din oțel. Următorul pas este testarea compoziției chimice a metalului și a fisurilor interne (testarea ultra sonoră) de la un furnizor de servicii de testare de renume. Aliajele care nu confirmă standardele industriei sunt respinse. De asemenea, materialul cu fisuri interne nu pot fi utilizate pentru fabricarea celulelor de încărcare.
Prelucrare și tratare termică
Prelucrarea materiei prime la forma necesară este efectuată cu multă îngrijire. Mașinile utilizate frecvent sunt mașina de modelare, mașina de frezat, strung, mașina de foraj pe coloane și mașina de măcinare a suprafeței. Mașinile ar trebui să fie în condiții de muncă bune și capabile să producă dimensiuni exacte. Lichidul de răcire drept este utilizat în toate etapele pentru a evita încălzirea excesivă în timpul procesului. Dimensiunile sunt verificate în fiecare etapă folosind instrumente de măsurare a preciziei, cum ar fi ecartamentul de înălțime, versul digital, gabaritul de adâncime, micrometrul, etc., cu exactitate de 1 micron. Materialul din proces (oțel) este ulei pentru a evita oxidarea. Măcinarea suprafeței este ultima etapă de prelucrare, a fost realizată după procesul de întărire.
Doar elementele de oțel suferă procesul de întărire la o fabrică de tratare termică. Elementele sunt încălzite lent până la o temperatură ridicată și se răcesc rapid într -o baie de ulei, urmată de răcirea ulterioară într -o baie de apă. Harness este testat într -un tester de duritate Rockwell. Valoarea durității ar trebui să fie între HRC 40 până la 45. Dacă valoarea este mai mică de 45, atunci elementele trebuie să fie întărite din nou sau dacă valoarea este mai mare de 45, elementele vor fi înmuiate. Unele loturi de oțel nu reușesc să se întărească la valoarea necesară, elementele trebuie respinse în astfel de cazuri.
Măcinarea de suprafață atinge două obiective; Dimensiuni precise și finisare netedă a suprafeței. Materialul eliminat în proces este de obicei puțini microni. Elementele suferă o ultimă rundă de deburtare și gata pentru următoarea etapă.
Electroplarea
Platarea zincului a fost folosită în mod obișnuit în anii anteriori. Cu toate acestea, în ultimele 2 decenii, nichelul electrolesă este acoperirea de protecție preferată, deoarece oferă o protecție bună și face, de asemenea, elementele din punct de vedere estetic bun. Elementele suferă un proces numit buffing pentru a îmbunătăți finisajul suprafeței. Apoi este curățat și clătit în substanțe chimice pentru a îndepărta grăsimea și alte materii. Elementele sunt păstrate scufundate într -o baie chimică pentru o perioadă specificată de timp în care nichelul respectă elementele. Ultimul pas este lustruirea care se face pentru a spori estetica.
Gautge de legare și cablare internă
Aceasta este o etapă crucială a fabricării celulelor de încărcare. Pe element, suprafața în care se fixează ecartamentul de tulpină este preparată prin lustruirea acesteia cu apă de apă în mișcare circulară. Folosind un ecartament de înălțime și o placă de suprafață, părul încrucișat sunt trase pentru a marca poziția precisă a gabaritului de tulpină pe părțile opuse ale elementului. Suprafața gabaritului este curățată bine folosind agenți chimici precum tricloretilena (TCE) și acetonă. Produsele chimice alternative sunt utilizate în locul TCE de la interzicerea sa în multe țări.
Odată ce elementul este lipsit de grăsime și alte impurități, adezivul este aplicat la părul transversal (care se potrivește cu zona aproximativă ocupată de gabaritul de tulpină). Adezivul este, de asemenea, aplicat pe partea inferioară a calibrelor de tulpină și a bornelor de lipit și lasă să se stabilească timp de câteva minute. Este important să aplici doar suma potrivită.
Sub microscop, gabaritul de tulpină este poziționat prin alinierea mărcilor cu părul transversal și apoi tapetat pentru a-l ține în poziție. Banda adezivă folosită este de o calitate specială capabilă să reziste la temperaturi în intervalul de 250 de grade Centigrad pentru aproximativ 2 ore. Cu indicatoare de tulpină în locuri, plăcuțele de presiune și clemele sunt fixate. Acest lucru se face pentru arestarea mișcării și, de asemenea, pentru a menține grosimea uniformă a adezivului între ecartamentul și elementul. Cu cleme în poziție, elementele sunt plasate într -un cuptor electric (cu o suflantă de aer) și încălzite la aproximativ 180 de grade pentru aproximativ o oră. Procesul este de obicei cunoscut sub numele de întărire. Temperatura și durata tratamentului termic depind de adezivul utilizat. Elementele necesită aproximativ 12 ore pentru a se răci la temperatura camerei și ar trebui să se întâmple în mod natural. După întărire, clemele și benzile adezive sunt eliminate. Elementele suferă o altă rundă de tratare termică numită după întărire. Acest lucru a fost făcut pentru a distruge calibrele și adezivul.
Următorul pas este de a lipsi bornele de ecartament de tulpină la filele de lipit și de a repara firele pentru a crea un circuit, astfel încât calibrele de tulpină să fie în configurația podului Wheatstone. Pentru această lucrare sunt utilizate stații de lipit de înaltă calitate (controlate la temperatură) cu sfaturi speciale de lipit. Cablajul intern se termină la un mic PCB la care este unit cablul multi-core. În această etapă, avem o celulă de încărcare de lucru. Se face un test de bază; Se aplică 10V DC (sau 12V DC) se măsoară folosind un multimetru cu cel mai puțin număr 0.1V și se observă o ieșire fără sarcină sau zero. Încărcarea se aplică în direcția corectă pentru a verifica dacă ieșirea este pozitivă. În mod ideal, fără sarcină este ajustat la -0,25 mV.
Compensarea temperaturii
Celulele de încărcare trebuie să se comporte în mod constant printr -un interval de temperatură specificat ~ 0 până la 60 de grade Centigrad. Pentru a realiza acest lucru, celulele de încărcare sunt studiate la 0 ° C și 60 ° C timp de 6 până la 12 ore. Pe baza diferențelor de ieșire, o lungime de sârmă formată dintr -un aliaj special este introdusă în circuit pentru a contracara efectul temperaturii. O a doua rundă de testare a temperaturii este efectuată pentru a asigura că comportamentul celulelor de încărcare este constant în intervalul, adică între 0 ° C și 60 ° C. Odată cu evoluțiile recente ale tehnologiei de ecartament a tulpinilor, calibrele de tulpini de auto-compensare au eliminat o etapă de fabricare a celulelor de încărcare. Cu toate acestea, companiile serioase cu privire la calitate verifică comportamentul celulelor de încărcare la diferite temperaturi.
Testarea încărcăturii și calibrarea
În această etapă, celulele de încărcare suferă o serie de teste- ieșire la scară completă, repetabilitate, liniaritate, fluier, histereză și multe altele. Ieșirea celulelor de încărcare este reglată la 20mV (sau 10mV, 30mV în funcție de specificație) la sarcină nominală. Celulele de încărcare suferă, de asemenea, teste de suprasarcină pentru a se asigura că rezistă la 150% din sarcina nominală.
Test de repetabilitate: celula de încărcare suferă la scară completă (și de încărcare parțială) de test de timp și ieșire notată la fiecare caz de încărcare. Produsul ar trebui să fie în cadrul nivelului de precizie revendicat.
Test de liniaritate: celula de încărcare suferă încărcare și ieșire incrementală și decrementală notată la fiecare caz. Graficul de încărcare versus ieșire ar trebui să fie o linie dreaptă.
Test de fluier: celula de încărcare este încărcată la scară completă pentru o perioadă prelungită, să zicem o oră, iar ieșirea de ieșire este observată. În mod ideal, producția nu ar trebui să crească și nici să scadă.
Sigilare ermetică
Aceasta este etapa finală în care celula de încărcare este făcută rezistentă la praf, rezistență la umiditate și rezistentă la apă. Unele celule de încărcare de la nivel inferior nu sunt sigilate ermetic din motive de cost. Celulele de încărcare mai mari (capacități mai mari) sunt acoperite cu vopsea de expoxy pentru a oferi protecție suplimentară. Celula de încărcare este testată din nou pentru a se asigura că acoperirea exterioară sau mai jos nu au afectat comportamentul de încărcare.
Fiecare celulă de încărcare este furnizată cu o foaie de date care are un număr de serie de celule de încărcare, data fabricației, codul culorilor cablului, dimensiuni externe și parametri electrici, cum ar fi tensiunea de excitație, impedanța de intrare și ieșire, ieșire fără încărcare, capacitate nominală, ieșire la scară completă , sensibilitate etc.